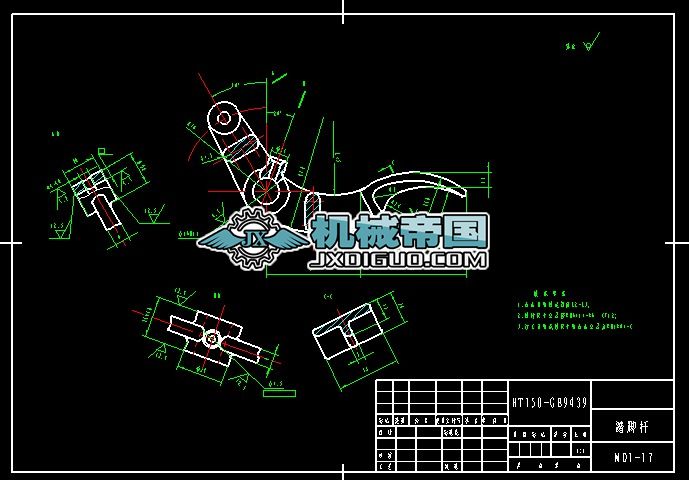
踏腳桿零件加工工藝規程及ΦM6-6H螺紋孔加工專用夾具設計
- 文件介紹:
- 該文件為 rar 格式,下載需要 10 積分
-
- 6.機床夾具展望及設計體會
通過此次課程設計,能運用所學基本理論知識,正確解決工件在加工時的定位和夾緊問題,選擇合理的方案,進行必要的計算,根據題意設計出符合優質、高效、低成本的夾具。學習正確的調查研究方法,收集國內外有關資料,掌握正確的夾具設計思想、方法和手段,學會正確使用有關手冊及其它技術資料。分析研究結構工藝性問題,提高結構設計能力。進一步了解有關機床、刀具和量具等工裝知識。
夾具是機械加工不可缺少的部件,在機床技術向高速、高效、精密、復合、智能、環保方向發展的帶動下,夾具技術正朝著高精、高效、模塊、組合、通用、經濟方向發展。
一、高精,隨著機床加工精度的提高,為了降低定位誤差,提高加工精度,對夾具的制造精度要求更高。高精度夾具的定位孔距精度高達±5μm,夾具支承面的垂直度達到0.01mm/300mm,平行度高達0.01mm/500mm。德國demmeler(戴美樂)公司制造的4m長、2m寬的孔系列組合焊接夾具平臺,其等高誤差為±0.03mm;精密平口鉗的平行度和垂直度在5μm以內;夾具重復安裝的定位精度高達±5μm;瑞士EROWA柔性夾具的重復定位精度高達2~5μm。機床夾具的精度已提高到微米級,世界知名的夾具制造公司都是精密機械制造企業。誠然,為了適應不同行業的需求和經濟性,夾具有不同的型號,以及不同檔次的精度標準供選擇。
二、高效,為了提高機床的生產效率,雙面、四面和多件裝夾的夾具產品越來越多。為了減少工件的安裝時間,各種自動定心夾緊、精密平口鉗、杠桿夾緊、凸輪夾緊、氣動和液壓夾緊等,快速夾緊功能部件不斷地推陳出新。新型的電控永磁夾具,加緊和松開工件只用1~2秒,夾具結構簡化,為機床進行多工位、多面和多件加工創造了條件。為了縮短在機床上安裝與調整夾具的時間,瑞典3R夾具僅用1分鐘,即可完成線切割機床夾具的安裝與校正。采用美國Jergens(杰金斯)公司的球鎖裝夾系統,1分鐘內就能將夾具定位和鎖緊在機床工作臺上,球鎖裝夾系統用于柔性生產線上更換夾具,起到縮短停機時間,提高生產效率的作用。
三、模塊、組合,夾具元件模塊化是實現組合化的基礎。利用模塊化設計的系列化、標準化夾具元件,快速組裝成各種夾具,已成為夾具技術開發的基點。省工、省時,節材、節能,體現在各種先進夾具系統的創新之中。模塊化設計為夾具的計算機輔助設計與組裝打下基礎,應用CAD技術,可建立元件庫、典型夾具庫、標準和用戶使用檔案庫,進行夾具優化設計,為用戶三維實體組裝夾具。模擬仿真刀具的切削過程,既能為用戶提供正確、合理的夾具與元件配套方案,又能積累使用經驗,了解市場需求,不斷地改進和完善夾具系統。組合夾具分會與華中科技大學合作,正在著手創建夾具專業技術網站,為夾具行業提供信息交流、夾具產品咨詢與開發的公共平臺,爭取實現夾具設計與服務的通用化、遠程信息化和經營電子商務化。
四、通用、經濟,夾具的通用性直接影響其經濟性。采用模塊、組合式的夾具系統,一次性投資比較大,只有夾具系統的可重組性、可重構性及可擴展性功能強,應用范圍廣,通用性好,夾具利用率高,收回投資快,才能體現出經濟性好。德國demmeler(戴美樂)公司的孔系列組合焊接夾具,僅用品種、規格很少的配套元件,即能組裝成多種多樣的焊接夾具。元件的功能強,使得夾具的通用性好,元件少而精,配套的費用低,經濟實用才有推廣應用的價值。
為期三周的夾具課程設計已經接近尾聲,整個過程中,在老師的指導下,我取得了可喜的成績,課程設計作為《機械制造基礎》課程的重要環節,使理論與實踐更加接近,加深了理論知識的理解,是理論升華到了實踐之中。
這次課程設計主要經歷了兩個階段,一是機械加工工藝規程設計,二是專用夾具設計。在機械加工工藝規程設計上我運用了基準選擇、機床選用等方面的知識;夾具設計的階段運用了工件定位、夾緊機構及零件結構設計等方面的知識。
經過這三個星期的設計,我基本掌握了零件的加工過程分析及工藝文件的編制、專用夾具設計的方法和步驟,學會了查找相關手冊、說明書等,以及選擇使用工藝裝備等等。
總之,這次設計使我在基本理論的綜合運用及正確解決實際問題等方面得到了一次較好的訓練。提高了思考、解決問題并且要創新設計的能力,為以后的設計工作打下了較好的基礎。
由于個人能力有限,設計中還有許多錯誤和不足,請各位老師多多指正,最后感謝恩師對我無私的幫助!謝謝老師!
...
 熱門關鍵詞:
熱門關鍵詞: 

