7799国产精品久久久久99,欧美成人精品一区二三区在线观看,好紧好湿好滑好爽好大,国产嘿嘿嘿视频在线观看
╩ūĒō
ÖCąĄłD╝ł
╚²ŠS─Żą═
«ģśIŻ»šn│╠įOėŗ
╝╝ąg╬─Ön
▄ø╝■Ž┬▌d
╦č╦„
Ė▀╝ē╦č╦„
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄCADłD╝ł
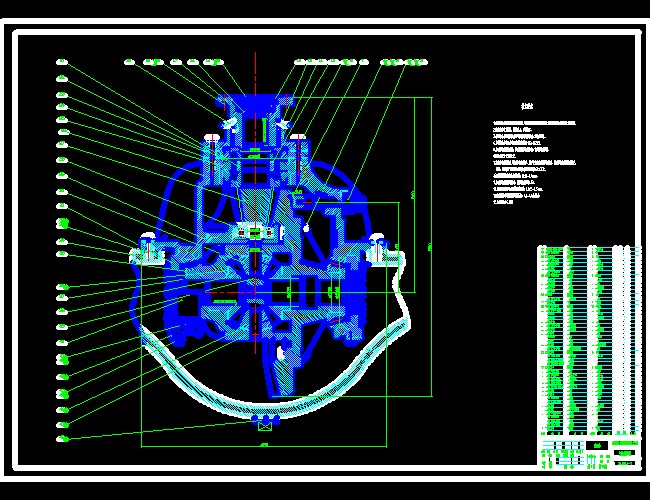
ZL50čb▌dÖCĄ─“īäėś“įOėŗ
╬─╝■┤¾ąĪ
Ż║145.73K
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2012-07-23
░l ▓╝ ╚╦
Ż║
liwefe
╬─╝■Ž┬▌dŻ║
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ rar Ė±╩ĮŻ¼Ž┬▌dąĶę¬
20
ĘeĘų
ZL50čb▌dÖCĄ─“īäėś“įOėŗś╦ėø╠ÄöĄĘų ģ^Ė³Ė─╬─╝■╠¢║×├¹─ĻĪóį┬Īó╚šįOėŗīÅ║╦╣ż╦ć┼·£╩ś╦£╩╗»ļA Č╬ ś╦ ėøųž┴┐▒╚└²╣▓ Åł Ą┌ ÅłW0.7;A1; {H0.602x; C7;H2x;╝╝ągę¬Ū¾PPH0.7x;1.╚½▓┐┴Ń╝■į┌čb┼õŪ░▒žĒÜŪÕŽ┤Ė╔ā¶ĪŻ░ļų▄²X▌å╝░Ųõē|Ų¼║═ÕF²X▌å╝░Ųõē|Ų¼čb┼õ╩Į▒žĒÜ═┐╔ŽØÖ╗¼ė═ĪŻP2.čb┼õ═Ļ«ģ┤“╔Žėø╠¢Ż¼Ū░ś“×ķAŻ¼║¾ś“×ķBĪŻP3.░ļ▌S²X▌å┼cÕF²X▌åčb│╔║¾┐╔▌p▒ŃĄ─ė├╩ų▐DäėŻ¼¤o£■ūĪ¼FŽ¾ĪŻP4.░ļ▌S²X▌å┼cąąąŪ²X▌åć¦║Ž²Xé╚ķgŽČ0.152-0.203.P5.ų„äė┬▌ą²ÕF²X▌åū¾ą²Ż¼Å─äė┬▌ą²ÕF²X▌åėęą²Ż¼Ū░║¾ś“ą²Ž“ŽÓ═¼ĪŻP6.┬▌╦©öQŠo┴”12╣½Į’.├ūĪŻP7.į┌ų„äėÕF²X▌å▌å²X╔Ž═┐ęį╝t╔½Ņü┴Ž║¾Ż¼ė├╩ų╩╣ų„äėÕF²X▌å═∙Å═▐DäėŻ¼Å─äėÕF²X▌åā╔é╚│÷¼F╝t╔½P ėĪėøŻ¼ėĪėø╬╗ė┌Ųõ²XĖ▀ųąķgŲ½ė┌ąĪČ╦š╝²X├µīÆ60%ęį╔ŽĪŻP8ų„äė┬▌ą²ÕF²X▌åć¦║Ž²Xé╚ķgŽČŻ║0.15-0.4mmĪŻP9.Å─äė┬▌ą²ÕF²X▌å▀\▐DųąŻ¼▒│├µ╠°äėąĪėĻ0.13ĪŻP10.Å─äė┬▌ą²ÕF²X▌å┼cų╣═Ų┬▌╦©ķgŽČŻ║0.125-0.5mmĪŻP11.▓Ņ╦┘Ų„▌S│ąĄ─š{š¹┬▌─ĖŅAŠoČ╚Ż║0.3-0.4╣½Į’.├ūP12.ų„é„äė▒╚×ķ6.17:1}║╬├═...
╬─Ön┴¶čį
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
ŽÓĻP╬─Ön
1
ZL50▌å╠ź╩Įčb▌dÖCę║ē║ŽĄĮyįOėŗ
2
ZL50čb▌dÖC“īäėś“▌å▀ģ£p╦┘Ų„Ą─įOėŗĖ─▀M╚╬äš
3
Ą┌Č■┤·ZL50ą═▌å╩Įčb▌dÖCĄ─┐é¾w
4
ZL50Cčb▌dÖCCAD═Ōą═łD
5
ZL50čb▌dÖC╣żū„čbų├įOėŗšf├„Ģ°
6
ZL50čb▌dÖCĖČ▄ć╝▄CADłD╝ł.CADłD╝ł
Ė³ČÓ..
ūŅą┬╬─Ön
1
ūįĖą╩Įūā┼ż┐žųŲą═┬▌ĮzĄČCADłD
2
ų▒ÅĮ1500öć░Ķ═░CADłD
3
ų▒ÅĮ800mmŠĒ═▓CADłD
4
ų▒ÅĮ350▒╗äė▄ć▌åCADłD
5
ų▒ÅĮ3├ū▐D═▓Ė╔į’ÖCCADłD
6
šµ┐šŲżÄ¦├ō╦«ÖCCADłD
7
ę║░▒ā”╣▐CADłD
8
ŃŖŖAŠ▀cadįöłD
9
ļp▀M’L’LÖCCADłD
10
╩ų▀x─zĦÖCCADłD
Ė³ČÓ..
¤ßķT╬─Ön
1
╣żÅS┴„╦«ŠĆcadįOėŗĘĮ░ĖłD
2
Š½├▄─ŻŠ▀cad╠ūłD
3
ŖAŠ▀cad╠ūłD
4
ĘŁĒĘÖCcadłD
5
╦═┴ŽÖCąĄ╩ųcad╠ūłD
6
╬„ķTūėS71200
7
╦«ćŖ┴▄CADłD╝ł
8
Ą§ŚU“īäėÖCcad╠ūłD
9
ÜŌĖū╚²ŠSłD
10
ČĘ╩Į╠ß╔²ÖCcad╚½╠ūłD
ÖCąĄĄ█ć°
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║