7799国产精品久久久久99,欧美成人精品一区二三区在线观看,好紧好湿好滑好爽好大,国产嘿嘿嘿视频在线观看
╩ūĒō
ÖCąĄłD╝ł
╚²ŠS─Żą═
«ģśIŻ»šn│╠įOėŗ
╝╝ąg╬─Ön
▄ø╝■Ž┬▌d
╦č╦„
Ė▀╝ē╦č╦„
¤ßķTĻPµIį~Ż║
╬╗ų├:
╩ūĒō
>
ÖCąĄCADłD╝ł
×rŪÓöć░ĶÖCCAD┐éčbłD
╬─╝■┤¾ąĪ
Ż║302.95K
Ž┬▌d┤╬öĄ
Ż║
╬─╝■įu╝ē
Ż║
Ė³ą┬Ģrķg
Ż║2012-07-26
░l ▓╝ ╚╦
Ż║
liwefe
╬─╝■Ž┬▌dŻ║
╬─╝■ĮķĮBŻ║
įō╬─╝■×ķ rar Ė±╩ĮŻ¼Ž┬▌dąĶę¬
20
ĘeĘų
×rŪÓöć░ĶÖCCAD┐éčbłD║ĖŪ░æ¬ŪÕ│²║Ė╝■▒Ē├µĶFõPĪóė═╬█Īó╦«ĘųĄ╚ļs┘|Ż¼║ĖŚl▒žĒÜę¬║µĖ╔ĪŻP ×ķ┴╦Ę└ų╣┐šÜŌĮ■╚ļ║ĖĮėģ^Č°ę²ŲÜŌ┐ūĪó┴č╝yŻ¼ĮĄĄ═ĮėŅ^ąį─▄Ż¼æ¬▒M┴┐▓╔ė├Č╠╗Ī║ĖĪŻP ¤ßė░Ēæģ^į┌Ė▀£ž═Ż┴¶Ģrķg▓╗ę╦▀^ķLŻ¼ęį├ŌŠ¦┴Ż┤ų┤¾ĪŻP ║ĖĮėĮŪ║Ė┐pĢrŻ¼ī”ĮėČÓīė║ĖĄ─Ą┌ę╗Ą└║Ė┐p║═å╬īėå╬├µ║Ė┐pę¬▒▄├Ō╔ŅČ°šŁĄ─Ų┬┐┌ą╬╩ĮŻ¼ęįĘ└ų╣╬┤║Ė═Ė║═ŖAį³Ą─╚▒Ž▌ĪŻP ČÓīė║ĖĢrŻ¼æ¬▀B└m║Ė═ĻūŅ║¾ę╗īė║Ė┐pŻ¼├┐īė║Ė┐pĮī┘Ą─║±Č╚▓╗┤¾ė┌5mmĪŻP «ö║Ė╝■Ą─äéąįį÷┤¾ĢrŻ¼║Ė╝■Ą─┴č╝yāAŽ“ę▓ļSų«į÷╝ėŻ¼╣╩║ĖĮėäéąį┤¾Ą─║Ė╝■ę╦▓╔ė├║ĖŪ░ŅA¤ß║═║Ė║¾Ž¹│²æ¬┴”Ą─¤ß╠Ä└Ē┤ļ╩®...
╬─Ön┴¶čį
“×ūC┤a:
┐┤▓╗ŪÕ│■,ōQę╗éĆ
Ė³ČÓ..
ŽÓĻP╬─Ön
1
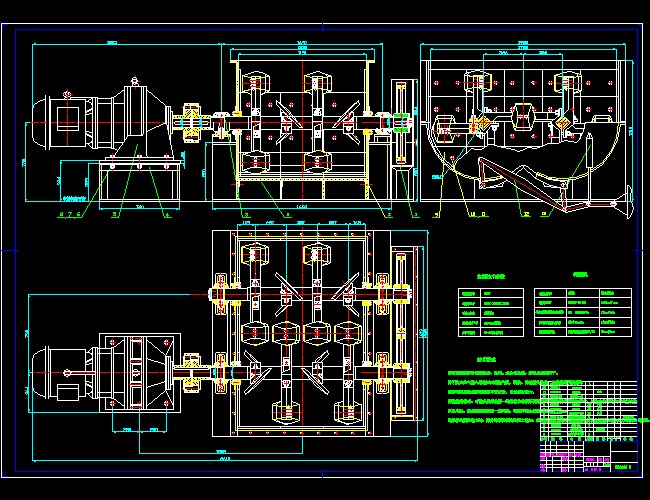
LBM4000XCą═×rŪÓ╗ņ║Ž┴Žöć░ĶįOéõ┐é¾wĘĮ░ĖįOėŗ
2
×rŪÓöć░ĶÖCąĄ¼FĀŅ
Ė³ČÓ..
ūŅą┬╬─Ön
1
ūįĖą╩Įūā┼ż┐žųŲą═┬▌ĮzĄČCADłD
2
ų▒ÅĮ1500öć░Ķ═░CADłD
3
ų▒ÅĮ800mmŠĒ═▓CADłD
4
ų▒ÅĮ350▒╗äė▄ć▌åCADłD
5
ų▒ÅĮ3├ū▐D═▓Ė╔į’ÖCCADłD
6
šµ┐šŲżÄ¦├ō╦«ÖCCADłD
7
ę║░▒ā”╣▐CADłD
8
ŃŖŖAŠ▀cadįöłD
9
ļp▀M’L’LÖCCADłD
10
╩ų▀x─zĦÖCCADłD
Ė³ČÓ..
¤ßķT╬─Ön
1
╣żÅS┴„╦«ŠĆcadįOėŗĘĮ░ĖłD
2
Š½├▄─ŻŠ▀cad╠ūłD
3
ŖAŠ▀cad╠ūłD
4
ĘŁĒĘÖCcadłD
5
╦═┴ŽÖCąĄ╩ųcad╠ūłD
6
╬„ķTūėS71200
7
╦«ćŖ┴▄CADłD╝ł
8
Ą§ŚU“īäėÖCcad╠ūłD
9
ÜŌĖū╚²ŠSłD
10
ČĘ╩Į╠ß╔²ÖCcad╚½╠ūłD
ÖCąĄĄ█ć°
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║