400球罐氮氣罐CAD圖紙
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
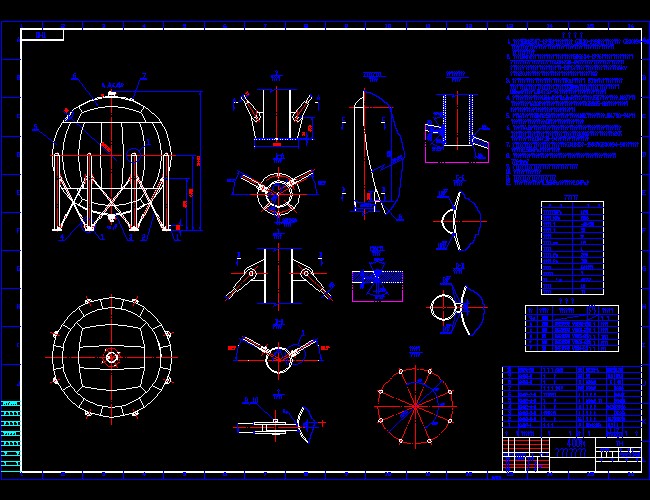
- 400球罐氮氣罐CAD圖紙0. 支柱及管口方位按方位圖。日 期簽 字底 圖 總 號圖 形 輸 出底 圖 校 對舊底圖總號借(通)用件登記處數件 號工藝校對標記設計審核日 期氮氣球罐定貨圖數量日 期更改文件號審 定標準化簽 字批 準接 地 板拉 桿下極管口分布圖圖號或標準號名 稱 共 張圖樣標記重 量第 張比 例重量(kg)組 合 件單材 料組 合 件總備 注不按比例殼體A類焊縫不按比例不按比例不按比例地腳螺栓33安裝M30容器類別三類不按比例支柱分布圖托 板球 殼支 柱上極管口分布圖預 焊 件 δ=12開 口 銷 6×60銷 軸組 合 件組 合 件16MnR 正火公稱尺寸符號 管 口 表連接尺寸及標準安全閥口壓力計口凸 面凸 面排污口凸 面凹 面放散管口進出氣口凹 面用途或名稱密封面人 孔型 式12. 球罐所用安全閥其密封壓力為1.96MPa,開啟壓力為2.0MPa。11. 球罐的平臺、扶梯按平臺扶梯圖進行制造。不按比例不按比例設計溫度 ℃設計雪壓 Pa地震烈度場地土類別容積充裝系數焊縫系數腐蝕裕度 mm設計風壓 Pa物料名稱8度(近震)氮氣技術特性表名 稱 指 標設計壓力 MPa最高工作壓力MPa工作溫度 ℃不按比例支柱與球殼焊接圖不按比例不按比例 術監察規程》的監督。進行夏比(V型缺口)低溫沖擊試驗,試驗溫度為-20%%DC,取樣方向為橫向,三個試樣的沖擊功平均值Akv8. 球罐組焊后球殼兩極間的凈距與球殼設計內徑之差和赤道截面的最大內直徑與最小內直徑之差均應小于或7. 球罐制造完畢后應進行消除應力整體熱處理,熱處理按GB12337-1998及GB50094-98的規定進行,5. 球殼的A類焊接接頭及DN≥250接管的對接焊接接頭應進行100%射線檢測,檢測按JB4730-94標準進口表面不得有裂紋和分層等缺陷存在。坡口及其內、外邊緣50mm的范圍內涂可焊性防銹涂料;球殼板周邊3. 球片坡口可用火焰切割,坡口表面應平滑,表面粗糙度Ra應小于或等于 25μm;氧化皮應清除干凈,坡板與支柱的焊接采用A302;焊接接頭形式及尺寸除圖中注明外,其余按GB985-88中規定,角焊接接頭6. 球罐上所有A.B類焊接接頭表面,球殼與接管的角焊接接頭表面,支柱與球殼連接的角焊接接頭表面,除去4. 焊接采用電弧焊,焊條牌號:16MnR之間、16MnR與碳鋼之間均采用J507,碳鋼之間采用J427,接地9. 設備制造完畢后,外表面除銹,涂鐵紅醇酸底漆二道,銀粉一道。不得低于20J,其中單個試樣的沖擊功可小于平均值,但不得小于平均值的70%。行,射線照相的質量要求不應低于AB級,檢測結果不低于Ⅱ級為合格。100mm的范圍內應按JB4730-94的規定進行超聲檢測,質量等級應不低于Ⅲ級。的焊腳尺寸按較薄板的厚度,法蘭的焊接按相應法蘭標準中規定。殼用鋼板應逐張進行超聲檢測,檢測結果應按JB4730-94規定中Ⅲ級為合格。球殼用鋼板應每批取一張2. 球殼用16MnR正火鋼板,其機械性能、化學成份應符合GB6654-1996《壓力容器用鋼板》的規定;球不按比例接管與球殼連接圖工卡具后的焊接痕跡及熱影響區,打磨光滑后,均在水壓試驗前進行100%磁粉檢測,水壓試驗后進行20%磁粉檢測,磁粉檢測按JB4730-94進行,檢測結果以Ⅰ級為合格。熱處理后以2.58MPa表壓進行水壓試驗。等于64mm。1. 本設備按GB12337-1998《鋼制球形儲罐》、 GB150-1998《鋼制壓力容器》、 GB50094-98《球形儲罐施工及驗收規范》進行制造、試驗和驗收,并接受國家質量技術監督局頒發《壓力容器安全技技 術 要 求...
 熱門關鍵詞:
熱門關鍵詞: 

