80YD43H一25斯派斯克閥門全套CAD圖紙
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
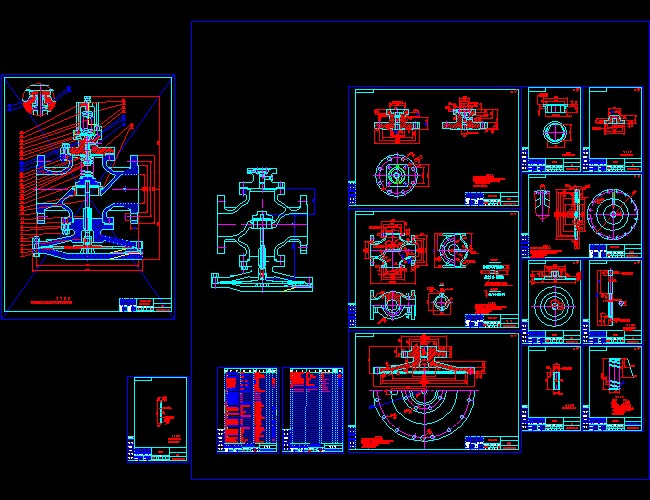
- 80YD43H-25斯派斯克閥門全套CAD圖紙聚四氟乙烯處數1、按GB12246先導式減壓閥進行制造和驗收 技 術 要 求審 核工 藝校 對設 計標記襯套技 術 要 求 1.熱處理HRC35~402.未注倒角0.5×45%%D小閥桿借用件借用件借用件借用件借用件借用件借用件借用件借用件借用件借用件借用件氧化處理彈簧下墊YD43H-25型 導閥隔膜式減壓閥DN80調節螺栓螺母 M12擋圈(開口墊)調節彈簧支架面罩濾網%%C28×0.3×30主彈簧3.5×7/32-107墊片%%C22/%%C18×0.5復合墊%%C99/%%C86×2.5膜片%%C56.5×0.15鋼球S%%C10小彈簧導閥蓋螺套導閥座小閥桿閥座套塔簧閥體閥座閥瓣閥桿1Cr18Ni9Ti+石墨導閥隔膜式減壓閥DN80YD43H-25型 第 頁重量YD43H-25型蒸汽減壓閥DN100日 期批 準日 期審 定標準化更改文件號簽 字圖 樣 標 記共 頁數量比例總圖氧化處理氧化處理氧化處理氧化處理氧化處理膜片%%C300×0.20螺栓 M14×55螺柱 M12×35復合墊%%C99/%%C86×2.5螺母 M12膜片上蓋膜片托盤螺母 M14螺母 M12膜片下蓋1Cr18Ni9Ti+石墨螺柱 M14×30鋼球墊S%%C10×0.3墊片%%C82.5/%%C73×1四氟墊墊片(U型)小擋圈彈簧上墊螺母 M142、鑄件應按ASTM A216/WCB《可焊碳鋼鑄件標準規范》的規定.不應有可見的水滴,外表面不應有潮濕. 4、進行退火處理,以清除鑄造應力. 技 術 要 求2、鑄件應按ASTM A216/WCB《可焊碳鋼鑄件標準規范》的規定.3、以3.75MPa的壓力進行水壓強度試驗,試驗時間持續3分鐘, 1、銳角倒鈍0.5×45°,未注鑄造圓角R2~3膜片上蓋氧化處理借用件借用件借用件借用件借用件氧化處理其余1.鑄造標志1、銳角倒鈍0.5×45°,未注鑄造圓角R2~3不應有可見的水滴,外表面不應有潮濕. 2、鑄件應按ASTM A216/WCB《可焊碳鋼鑄件標準規范》的規定.3、以3.8MPa的壓力進行水壓強度試驗,試驗時間持續3分鐘, 4、進行退火處理,以清除鑄造應力.2.鑄造編號 技 術 要 求2.鑄造編號閥 體若是德標材料牌號:為GS-C251.鑄造標志主彈簧3.5×7/32-1145.彈簧應進行加溫強壓處理(在工作極限負荷 壓縮狀態下,T=200%%DC,保持24小時)。6.彈簧應進行無損探傷檢驗,不得有裂紋、夾4.熱處理后硬度 HRC=49~52襯套1.熱處理HB241~277技 術 要 求 層及其他影響強度的缺陷。7.彈簧表面應進行防銹處理技 術 要 求 2.總圈數 n1=93.展開長度 L=10041.工作圈數 n=7技 術 要 求 1.熱處理HRC28~322.未注倒角1×45%%D其余膜片托盤3、以2.4MPa的壓力進行水壓強度試驗,試驗時間持續3分鐘, 4、進行退火處理,以清除鑄造應力.不應有可見的水滴,外表面不應有潮濕. 其余其余閥桿其余膜片下蓋2、鑄件應按ASTM A216/WCB《可焊碳鋼鑄件標準規范》的規定.不應有可見的水滴,外表面不應有潮濕. 4、進行退火處理,以清除鑄造應力.3、以3.8MPa的壓力進行水壓強度試驗,試驗時間持續3分鐘, 其余導閥蓋1、銳角倒鈍0.5×45°,未注鑄造圓角R2~3 技 術 要 求其余技 術 要 求 1.熱處理HRC37~421、銳角倒鈍0.5×45°,未注鑄造圓角R2~3 技 術 要 求閥座1.熱處理HRC30~35技術要求 其余閥瓣其余其余...
 熱門關鍵詞:
熱門關鍵詞: 

