slx一125水控閥全套CAD圖紙
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
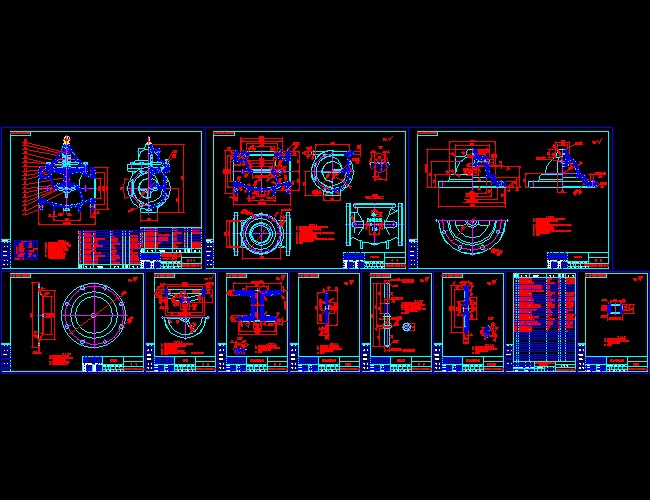
- slx-125水控閥全套CAD圖紙 材料應(yīng)符合GB/T1220的規(guī)定 2. 螺紋加工尺寸應(yīng)符合GB/T196的規(guī)定 規(guī)定的IT14級(jí)精度加工.其余: 規(guī)定的IT14級(jí)精度加工. 2. 未注加工尺寸的極限偏差按GB/T1804 技 術(shù) 要 求 1. 鑄件應(yīng)符合GB/T12225的規(guī)定 3. 銳角倒鈍其余:其余: 2. 未注加工尺寸的極限偏差按GB/T1804 1. 鑄件應(yīng)符合GB/T12225的規(guī)定 規(guī)定的IT14級(jí)精度加工. 3. 銳角倒鈍 技 術(shù) 要 求閥盤膜片壓板 1. 鑄件應(yīng)符合GB/T12225的規(guī)定 2. 未注加工尺寸的極限偏差按GB/T1804 規(guī)定的IT14級(jí)精度加工. 3. 銳角倒鈍 技 術(shù) 要 求其余:全部:其余: 技 術(shù) 要 求 1. 鑄件的化學(xué)成分和機(jī)械性能應(yīng)符合GB/T12230的規(guī)定 2. 鑄件不應(yīng)有影響強(qiáng)度和緊密性的縮孔,裂紋,砂眼, 非金屬夾雜物和疏松等缺陷. 3. 鑄件的不加工面應(yīng)打磨光滑. 4. 螺紋加工尺寸應(yīng)符合GB/T196的規(guī)定 5. 未注加工尺寸的極限偏差按GB/T1804 規(guī)定的IT14級(jí)精度加工. 6. 銳角倒鈍 2. 未注加工尺寸極限偏差按GB/T1804 技 術(shù) 要 求 4. 未注明的工藝圓角均為R1~2.3. 橡膠應(yīng)有足夠的強(qiáng)度和彈性,不易破裂. 規(guī)定的IT12級(jí)精度要求. 1. NBR的硬度為邵爾 63%%P3. 技 術(shù) 要 求 1. 鑄件的化學(xué)成分和機(jī)械性能應(yīng)符合GB/T12226的規(guī)定 2. 鑄件不應(yīng)有影響強(qiáng)度和緊密性的縮孔,裂紋,砂眼, 非金屬夾雜物和疏松等缺陷. 3. 鑄件的強(qiáng)度和緊密性試驗(yàn)等其他技術(shù)要求按GB/T13927標(biāo)準(zhǔn)的規(guī)定. 4. 鑄件的不加工面應(yīng)打磨光滑,標(biāo)記清晰. 5. 鑄件應(yīng)有爐號(hào),其位置和字體由工藝確定 6. 未注加工尺寸的極限偏差按GB/T1804規(guī)定的IT14 級(jí)精度加工. 8. 銳角倒鈍 7. 未注倒角尺寸均為1X45%%d.其余: 1. 鑄件的化學(xué)成分和機(jī)械性能應(yīng)符合GB/T12226的規(guī)定 6. 未注加工尺寸的極限偏差按GB/T1804規(guī)定的IT14 級(jí)精度加工. 5. 鑄件應(yīng)有爐號(hào),其位置和字體由工藝確定 4. 鑄件的不加工面應(yīng)打磨光滑,標(biāo)記清晰. 3. 鑄件的強(qiáng)度和緊密性試驗(yàn)等其他技術(shù)要求按GB/T13927標(biāo)準(zhǔn)的規(guī)定. 非金屬夾雜物和疏松等缺陷. 2. 鑄件不應(yīng)有影響強(qiáng)度和緊密性的縮孔,裂紋,砂眼, 7. 未注倒角尺寸均為1X45%%d. 8. 銳角倒鈍 技 術(shù) 要 求其余:鑄字外形圖字高15mm.字寬10.5mm.面幅號(hào)序量數(shù)名稱及規(guī)格閥體代 號(hào)閥座密封圈壓板O 型圈 %%C110X3.1材 料備 注重量單件O 型密封圈 %%C100X5.3O 型圈 %%C14X2.65閥盤面幅號(hào)序量數(shù)名稱及規(guī)格閥桿代 號(hào)膜片膜片壓盤防松墊圈材 料備 注重量單件紫銅墊圈六角螺栓 M14X45六角螺母閥蓋彈簧墊 %%c14螺塞水力控制閥 (主閥)彈簧六角螺栓 M10X45銘牌 技 術(shù) 要 求 1. 設(shè)計(jì).制造技術(shù)要求按CJ/T219的規(guī)定. 2. 閥門撿查和試驗(yàn)按GB/T13...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

