軸承套筒鉆模夾具
- 文件介紹:
- 該文件為 doc 格式,下載需要 1 積分
-
- 軸承套筒鉆模夾具
第一章 專用夾具設(shè)計(jì)
1.1設(shè)計(jì)前的準(zhǔn)備工作
1.1.1 明確工件的年生產(chǎn)綱領(lǐng)
由于該工件是小量生產(chǎn),所以選擇機(jī)動(dòng)、少工件,自動(dòng)化程度不太高的方案,結(jié)構(gòu)也隨之簡(jiǎn)單,成本也降低,符合小批生產(chǎn)的特點(diǎn)。
1.1.2 熟悉工件零件圖和工序圖
零件圖給出了工件的尺寸、形狀和位置、表面粗糙度等精度的總體要求,工序圖則給出了夾具所在工序的零件的工序基準(zhǔn)、工序尺寸、已加工表面、待加工表面、以及本工序的定位、夾緊原理方案,這是夾具設(shè)計(jì)的直接依據(jù)。
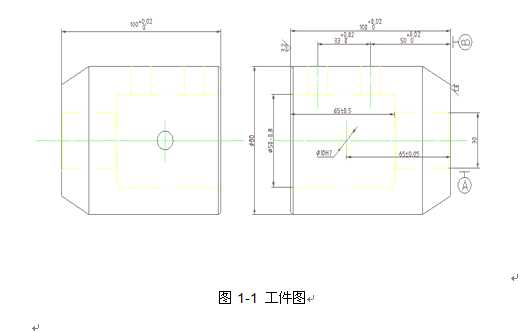
已知待加工工件如下圖1-1所示,Φ50孔、Φ30和Φ10孔及左右兩個(gè)端面均已加工成,設(shè)計(jì)鉆兩個(gè)Φ12通孔的鉆床夾具。
1.1.3. 加工方法
了解工藝規(guī)程中本工序的加工內(nèi)容,機(jī)床、刀具、切削用量、工步安排、工時(shí)定額,同時(shí)加工零件數(shù)。這些是在考慮夾具總體方案、操作、估算夾緊力等方面必不可少的。
根據(jù)零件圖可知,本道工序的內(nèi)容是鉆兩個(gè)Φ12的通孔。
...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

