CA6140撥叉831002課程設計
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
- CA6140撥叉831002課程設計工序號 工序名稱 工 序 內 容
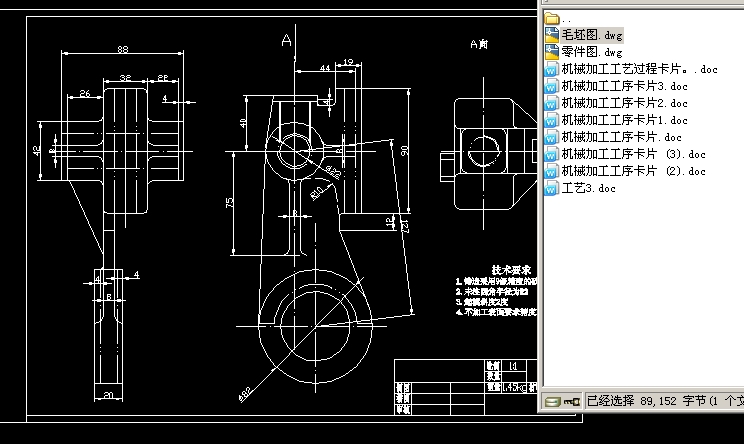
1 銑端面 以Φ42外圓為粗基準,粗銑、精銑Φ25孔上端面
2 銑端面 粗銑Φ25孔下端面
3 加工Φ25孔 以Φ25上端面為精基準,擴、鉸、精鉸Φ25孔,孔的精度達到IT7
4 銑端面 以Φ25為精基準,粗銑Φ60孔上下端面
5 銑端面 以Φ25為精基準,精銑Φ60孔上下端面,保證端面相對孔的垂直度誤差不超過0.1
6 加工Φ60孔 以Φ25孔為精基準,鉆、鏜、精鏜Φ60孔,保證孔的精度達到IT8
7 銑槽端面 以Φ25孔為精基準,銑槽端面
8 銑槽 以Φ25孔為精基準,銑16H11的槽,保證槽的側面相對孔的垂直度誤差是0.08 工序號 工序名稱 工 序 內 容
1 銑端面 以Φ42外圓為粗基準,粗銑、精銑Φ25孔上端面
2 銑端面 粗銑Φ25孔下端面
3 加工Φ25孔 以Φ25上端面為精基準,擴、鉸、精鉸Φ25孔,孔的精度達到IT7
4 銑端面 以Φ25為精基準,粗銑Φ60孔上下端面
5 銑端面 以Φ25為精基準,精銑Φ60孔上下端面,保證端面相對孔的垂直度誤差不超過0.1
6 加工Φ60孔 以Φ25孔為精基準,鉆、鏜、精鏜Φ60孔,保證孔的精度達到IT8
7 銑槽端面 以Φ25孔為精基準,銑槽端面
8 銑槽 以Φ25孔為精基準,銑16H11的槽,保證槽的側面相對孔的垂直度誤差是0.08 ...
 熱門關鍵詞:
熱門關鍵詞: 

