ųŲäė║ą═ŌÜż┬õ┴Ž└Ł╔Ņø_┐ūÅ═║Ž─ŻĄ─įOėŗ
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ zip Ė±╩ĮŻ¼Ž┬▌dąĶę¬ 20 ĘeĘų
-
- ųŲäė║ą═ŌÜż┬õ┴Ž└Ł╔Ņø_┐ūÅ═║Ž─ŻĄ─įOėŗ
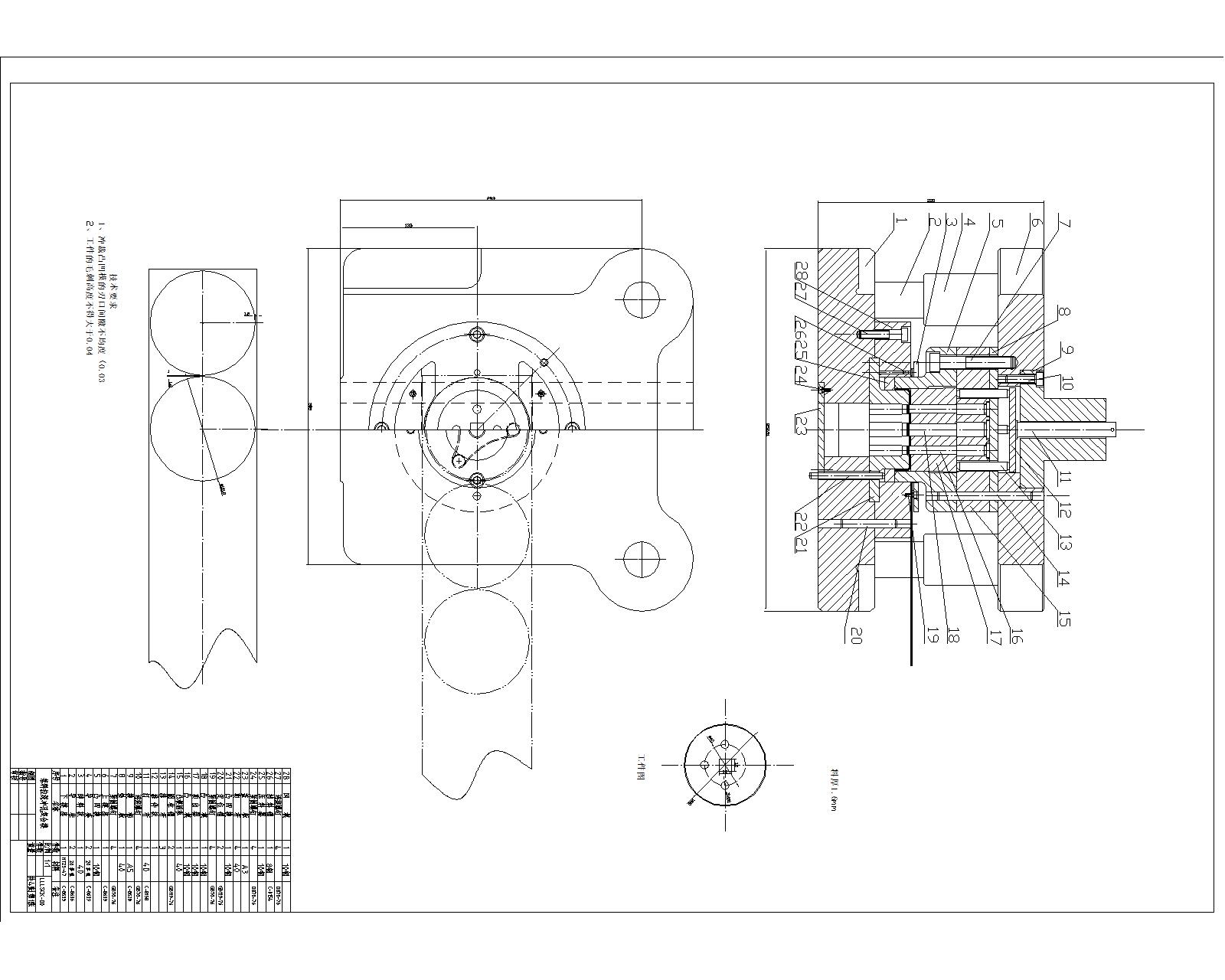
▒Š┤╬«ģśIįOėŗĄ─ø_ē║╝■╩ŪųŲäė║ą═ŌÜżŻ¼╩Ūė╔Q235õō▓─┴ŽųŲįņŻ¼Ųõ║±Č╚×ķ1.6mm,═ŌłA░ļÅĮ×ķ80mmĄ─Üż¾wĪŻQ235õōĄ─┐╣└ŁÅŖČ╚×ķ375---500Mpa,Ū³Ę■ÅŖČ╚×ķ235MpaŻ¼ŠC║Žąį─▄▌^║├Ż¼╝╚ėą┴╝║├Ą─╦▄ąįėųėą▀mųąĄ─ÅŖČ╚Ż¼Ūę─Ļ╔·«a┴┐×ķ10000╝■Ż¼╬ęéā╝╚ę¬─▄ē“▒ŻūCųŲ╝■Ą─┘|┴┐ėųę¬▒M┐╔─▄Ą─╚źĮĄĄ═╔·«a│╔▒ŠŻ¼ęįŪ¾╚ĪūŅ╝čĄ─╔·«aą¦ęµŻ¼ŠC║Ž┐╝æ]ČÓĘN╔·«aĘĮ╩ĮŻ¼┤╦ųŲäė║ą═ŌÜżė├ø_ē║╣ż╦ć╔·«a╩Ū╔·«aÅS╝ęĄ─ŽÓī”ūŅā×ĘĮ░ĖĪŻ
ųŲäė║ą═ŌÜżų„ę¬╣żą“╩Ū┬õ┴ŽĪóø_┐ū║═└Ł╔ŅŻ¼┐ūĄ─╬╗ų├ī”ĘQĘų▓╝Ż¼┐╔ęį£p╔┘╣żą“║═─ŻŠ▀Ą─ųŲįņ│╔▒ŠĪŻÅ─┐ūĄ─Ęų▓╝┼cöĄ┴┐üĒ┐┤Ż¼┐╔īó╦∙ėą┐ūę╗┤╬ąįø_│÷Ż¼Ą½┐╝æ]ĄĮ┐ūų«ķgĄ─ķgŠÓį┌░▓čbĢr╩ŪʱĢ■«a╔·Ė╔╔µ╝░─ŻŠ▀Ą─ÅŖČ╚Ż¼ų▒ÅĮ×ķ10Ą─┐ū║═ų▒ÅĮ×ķ8Ą─┐ū▓╗─▄═¼Ģrø_│÷Ż¼Ę±ät░╝─ŻĄ─ÅŖČ╚▓╗ē“Ż¼▓óŪę═╣─Ż░▓čbĢręū«a╔·Ė╔╔µŻ¼▓óŪęę¬▒žĒÜ┐╝æ]ĄĮ╩ŪŽ╚└Ł╔Ņ▀Ć╩ŪŽ╚ø_┐ūŻ¼╚ń╣¹Ąū▓┐Ą─┐ūÅĮŽÓī”ė┌ÜżĄ─═Ōą╬ų▒ÅĮ▀^┤¾Ż¼ę¬Ž╚└Ł╔Ņį┘ø_┐ūŻ¼Ę±ätĢ■īóįō╣ż╝■└Ł┴čĪŻ
═¼ĢrŻ¼ė╔ė┌╣ż╝■Ą─łAĮŪ░ļÅĮ×ķ1Ż¼Č°▓─┴ŽĄ─║±Č╚×ķ1.6Ż¼łAĮŪ░ļĮŪ╠½ąĪŻ¼į┌└Ł╔ŅĢręū▒╗└Ł┴čŻ¼╣╩└Ł╔ŅĢr▓╗─▄īółAĮŪę╗┤╬└Ł│╔Ż¼ĒÜ▀Mąąš¹ą╬ĪŻ└Ł╔ŅĢrąĶ┴¶ą▐▀ģėÓ┴┐ęį▒ŻūCųŲ╝■Ą─Š½Č╚Ż¼╣╩ūŅ║¾▀Ćę¬ī”╣ż╝■▀MąąŪą▀ģĪŻ...
 ¤ßķTĻPµIį~Ż║
¤ßķTĻPµIį~Ż║ 

